Il sake, il processo produttivo

Leggenda vuole che nella prefettura di Nara, a sud del Giappone, sia stato costruito il santuario Omiwa nel periodo Yayoi, intervallo di tempo che va dal nostro 300 a.C. al 300 d.C., per placare una epidemia di peste. Questo tempio sorge sul monte Miwa, dove si diceva risiedesse lo spirito di Inari, dea del riso e dell’agricoltura. Proprio lì da tempo immemore ogni 14 novembre c’è una celebrazione religiosa dove un sacerdote compie dei riti propiziatori per la nuova annata di produzione del riso seguita dalla danza rituale delle giovani miko (donne che lavorano presso i templi shintoisti). In occasione di queste feste il santuario veniva e viene ancora decorato con foglie di cedro, provenienti da alberi del monte sacro, come augurio per la produzione di un buon nihonshu, conosciuto in tutto il mondo col nome generico di sake. Ed è proprio in questo periodo dell’anno che tradizionalmente in tutto il Giappone si comincia a produrre la bevanda degli dei.
Dalla semina del riso alla lavorazione
Il processo produttivo del sake si distribuisce nel corso di tutto l’anno partendo dalla semina del riso, che avviene in primavera, fino ad arrivare alla lavorazione vera e propria che è esclusivamente invernale. In passato avveniva in questo periodo dell’anno principalmente perché i contadini non erano impegnati con i campi quindi andavano a lavorare come operai (Kurabito) nelle sakagura, fabbriche del sake, ma anche perché per la produzione alcolica si usava solo il riso rimanente senza rischiare di sottrarne troppo all’uso alimentare; poi si è scoperto, già nel periodo Edo, intervallo di tempo che va dal nostro 1603-1868 d.C., che il sake che veniva fuori dalla lavorazione invernale durava di più ed era soprattutto di migliore qualità, così proprio in questo periodo fu introdotta la regola del Kanzukuri(“produzione a freddo”) cioè si è determinato che da quel momento la produzione del sake in tutto il Giappone doveva avvenire esclusivamente tra novembre e febbraio.
Il sake si produce da più di 2500 anni e, nonostante le scoperte scientifiche e le innovazioni tecnologiche, sostanzialmente le fasi sono rimaste le stesse.
La produzione può essere raggruppata in tre principali fasi:
- preparazione del riso
- saccarificazione e fermentazione
- dalla pressatura all’imbottigliamento.
Preparazione del riso
Al contrario del vino, il riso spesso non viene dalla stessa area. Il riso più usato per il sake è del ceppo sakamai, di varietà japonica, che ha una disposizione non lineare delle catene di amido (amilosio e amilopectina); questa non linearità permette a piccolissime bolle d’aria di rimanere intrappolate all’interno del chicco creando così piccoli buchi che saranno i fori di ingresso del koji, per la penetrazione e saccarificazione dei chicchi. Oltre a questo, va detto che c’è anche una differenza fisica dei chicchi di riso “da sake” rispetto a quelli “da tavola”, cioè i primi sono più grandi e rotondi e contengono poche proteine, altamente solubili.
Dopo la raccolta del riso, che avviene tra settembre e ottobre lo si lascia riposare per circa un mese prima di cominciare la produzione vera e propria.
La sbiancatura
La prima fase produttiva della produzione del sake è la sbiancatura del chicco di riso, questa si fa perché gli strati esterni del chicco contengono percentualmente maggiori quantità di grassi, minerali e proteine che, oltre al tipico aroma di cereali, danno al sake struttura, corpo, forza e acidità.
La parte centrale del chicco, bianca e opalescente (perché i puntini di aria descritti sopra non lasciano passare la luce), viene chiamata shinpaku e contiene, sempre percentualmente, prevalentemente amido; più il riso viene sbiancato, più si arriva allo shinpaku, più pulito ed elegante sarà il sake prodotto. In questo caso il koji e i lieviti lavoreranno solo sull’amido presente e non sulle componenti di minerali, grassi e proteiche che (come abbiamo detto sopra) contribuiscono alla forza nel sake.
Il processo di sbiancatura chiamato in giapponese seimai risulta essere molto lento e avviene per frizione da macchine con rulli rotanti che permettono di ottenere un lavoro uniforme su tutta la superficie del chicco evitando la rottura dello stesso. Se la sbiancatura fosse troppo veloce il riso tenderebbe a surriscaldarsi ecco perché viene eseguita lentamente. Al termine di questo processo il chicco ha necessità di riprendere l’umidità necessaria, che con la lavorazione si è asciugata, quindi, viene lasciato circa un mese a riposo per recuperarla dall’aria circostante. Poiché queste macchine sono molto costose, non tutte le sakagura ne hanno una, le più piccole comprano il riso già pronto.
Umidità e temperatura restano elementi fondamentali in tutto il processo produttivo.
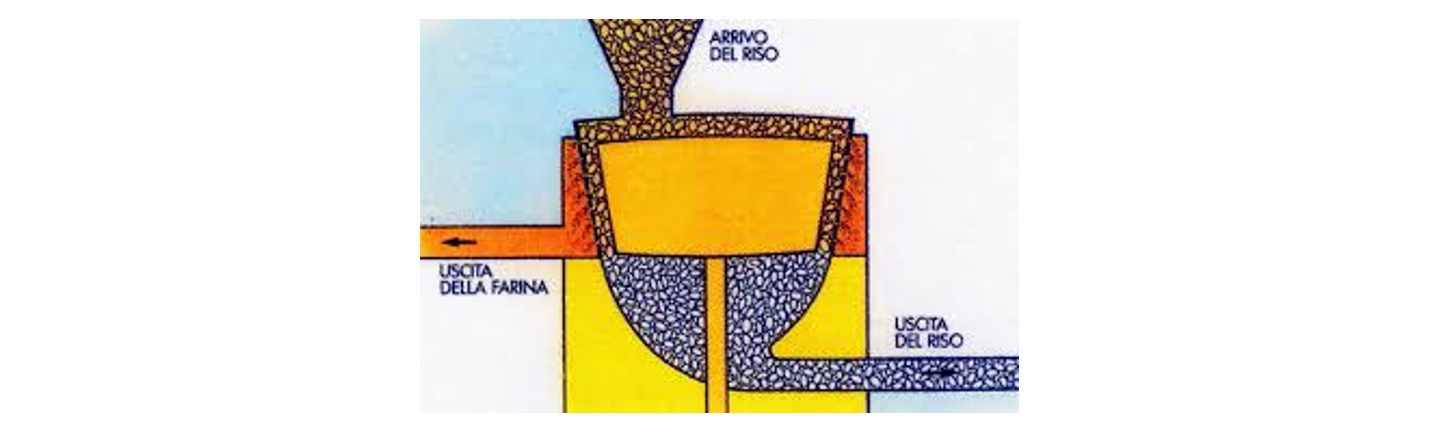
La farina di riso prodotta durante la lavorazione prende il nome di nuka e viene spesso usata per realizzare cracker di riso, dolci giapponesi (per esempio i dango) e altri prodotti alimentari.
La percentuale di riso che rimane indica la quantità residua del chicco di riso: in giapponese seimaibuai (精米歩合), che è anche la base che serve per classificare le varie tipologie di sake.

Più il seimaibuai è basso, più il sake risulterà elaborato e difficile. Richiederà più tempo e sarà quindi più costoso, anche se in genere viene associato a un sake più pregiato ma non è sempre così.
Lavaggio (senmai 洗米)
Dopo il riposo si passa alla fase di lavaggio in acqua pulita in primis per togliere la polvere della sbiancatura che è rimasta attaccata al chicco poi anche per fargli assorbire la giusta quantità di acqua affinché lo stesso sia pronto per la successiva fermentazione.

Vista la necessità di avere a disposizione moltissima acqua le sakagura spesso si trovano vicino a fiumi o torrenti, punti di accesso ad acqua di buona qualità; quella usata per il sake deve contenere percentuali bassissime di ferro, in caso contrario gli conferirebbe un colore rosso-brunastro e ne inficerebbe aroma e sapore.
Immersione (shinseki 浸漬)
Dopo il lavaggio, il riso viene poi raccolto in alcuni contenitori e tenuto in immersione fino a che assorbe tra il 23 e il 25% del suo peso. La durata dell’immersione dipende principalmente dal seimaibuai, in secondo luogo dalle condizioni atmosferiche, dall’umidità presente nell’aria e dalla temperatura dell’acqua, che generalmente va dai 10 ai 15 gradi centigradi, ma la cosa più importante è la levigatura del chicco di riso, infatti, più il chicco è levigato meno necessita di permanenza in acqua per assorbire l’umidità necessaria. Il toji, responsabile dell’intero processo, è solito cronometrare l’ammollo al secondo, basta poco in più o in meno del tempo necessario per ottenere un sake che ha maggiore o minore forza rispetto a quanto previsto.

Cottura a vapore (mushi 蒸し)
Dopo essere stato lavato e messo a mollo, il riso viene cotto a vapore in un grande contenitore chiamato koshiki per circa un’ora.
La cottura a vapore serve per facilitare l’apertura del cuore d’amido del chicco.

Per capire quando il riso è pronto spesso ne viene assaggiata una piccola quantità (detta hinarimochi) direttamente dal toji.
Raffreddamento del riso
Quando il riso viene tolto dal koshiki è molto caldo e deve essere raffreddato, a questo punto verrà diviso in due parti:
- il 20% del totale viene destinato alla saccarificazione (diventerà kojimai 麴米)
- l’80% è destinato alla fermentazione (diventerà kakemai 掛米).
Saccarificazione e fermentazione
Koji (麹)
Una volta che il riso viene cotto, una parte va nella koji muro (麹室), la stanza del koji, tradizionalmente in legno di cedro, la cui dimensione varia in base al volume di kojimai che la sakagura necessita, cosa che spesso viene definita dal toji stesso. Unica nota comune a tutte le kojimuro è l’altezza della stanza, in cui soffitto generalmente non supera i 2,2 metri poiché il koji (il fungo filamentoso che si sparge sul riso per avviare la saccarificazione) deve essere mantenuto a una temperatura (36 gradi) e l’umidità (50-80%) costanti e controllate. Se la temperatura dovesse superare i 45 gradi il koji diverrebbe inattivo.
L’altezza di una dimensione definita e precisa aiuta i toji a poter spostare i vassoi (kojibuta) di riso nella stanza sapendo esattamente a quale altezza e a quale temperatura e umidità si troveranno.
Temperatura più bassa significa rallentamento della saccarificazione, al contrario, temperatura più alta significa accelerazione.

Il riso raffreddato viene cosparso di koji e mescolato accuratamente a mano nelle successive 48 ore, tempo di sosta del kojimai nella kojimuro. Le spore germinano sul riso e diffondono filamenti all’interno del chicco. A questo punto si secerne il glucoamilase che ingloba le macromolecole di amido e le trasforma in glucosio innescando il processo di saccarificazione.

Shubo (酒母)

Come nella panificazione c’è il lievito madre, e nell’aceto la madre così nel sake c’è lo shubo (o moto).
Per preparare lo shubo si unisce kakemai e kojimai in un contenitore d’acqua fredda con i lieviti che fanno partire la fermentazione. In passato i toji avevano a disposizione solo i lieviti interni alla loro sakagura, ora possono essere acquistati presso la Japan Sake Association. Lieviti diversi daranno profilo e aroma diversi al sake.
Lo shubo deve essere acido (perché a differenza dell’uva, che ha acidità interna, il riso non ne contiene) affinché non crescano microbi indesiderati lasciando vivere il lievito.
A questo punto ci sono due modi di procedere: se l’acido lattico viene aggiunto manualmente si parlerà di sokujou-kei, che significa sviluppo rapido (questo avviene nel 90% dei casi), altrimenti se si aspetta che l’acido lattico si propaghi in maniera naturale si parlerà di kimoto-kei. Nel caso del sokujou-kei lo shubo sarà completo in circa due settimane, che è più o meno la metà del tempo necessario rispetto al metodo kimoto.
Moromi (醪)
Il moromi è la miscela della fermentazione ed è composto da kojimai, kakemai e acqua aggiunti in modo graduale a step successivi. Il processo generalmente avviene in tre fasi distribuite in quattro giorni per far sì che il lievito mantenga la sua forza per continuare a consumare zucchero e produrre alcol anche se esiste sake fatto in una sola fase e si chiama ichidan jikomi e solitamente è molto acido e dolce.
Sandan-jikomi (三段仕込み)
Il processo per formare il moromi vien detto Sandan-jikomi (cioè preparazione in tre fasi).
Le vasche hanno una temperatura meticolosamente controllata mediante camicie di raffreddamento permettendo al lievito di agire a una bassa temperatura che varia mediamente dagli 8 ai 18 gradi a seconda della fase di fermentazione.

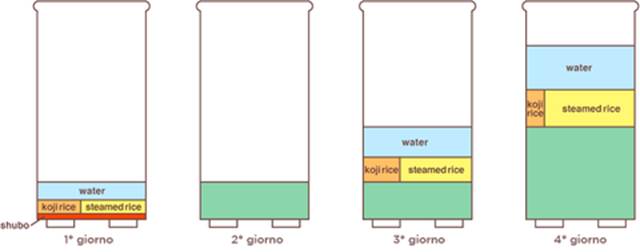
PRIMO GIORNO (HATSUZOE)
Si inserisce in una vasca grande lo shubo che corrisponde al 6% del totale del liquido che si andrà a inserire nei quattro giorni e circa il 20% di composto formato da 80% di acqua e 20% di riso (di cui 80% kakemai-20% kojimai) ad una temperatura di 12 gradi.
SECONDO GIORNO (ODORI, cioè danza)
Giorno di riposo, così si da tempo al lievito di moltiplicarsi.
TERZO GIORNO (NAKAZOE)
Si aggiunge altro 30% di composto sempre di acqua, kojimai e kakemai nelle medesime percentuali e la temperatura viene abbassata fino a 10 gradi.
QUARTO GIORNO (TAMEZOE)
Infine, si aggiunge l’ulteriore 44% di composto e la temperatura finale deve essere di 8 gradi.
Durante il Sandan-jikomi avviene un processo unico: la fermentazione multipla parallela, cioè saccarificazione e fermentazione avvengono contemporaneamente. La muffa koji converte l’amido in zucchero e allo stesso tempo il lievito converte lo zucchero in alcol: questo è il motivo per cui il sake ha una gradazione alcolica superiore delle altre bevande fermentate.
In questo periodo, che va dalle tre settimane ad un mese, il toji dovrà continuamente controllare il moromi (il valore sakimetrico, l’acidità, il livello di aminoacidi e il contenuto alcolico), tenuto in un ambiente sterile a temperatura costante, inoltre il composto dovrà essere accuratamente mescolato per garantire una fermentazione continua.
La particolarità del sake è che poiché la sua lavorazione avviene a basse temperature i lieviti non producono solfiti durante la fermentazione.
Dalla pressatura all’imbottigliamento
Appena il moromi è pronto si procede con la pressatura, un processo che separa la parte liquida dai sedimenti (sake kasu 酒粕). Il sake estratto con alcol derivato solo dalla fermentazione naturale si chiama Junmai (non aggiunto) – shu (alcol).
In alcuni casi, si aggiunge al moromi alcol distillato chiamato Jozo (in genere da riso distillato o zucchero di canna) per un massimo del 10% del peso del riso. Questa aggiunta avviene da uno a tre giorni prima della pressatura per far sì che l’alcol si mescoli meglio con il moromi. Questo processo rende i sake più aromatici, più leggeri e secchi oltre a prolungare la data di scadenza. I sake con aggiunta di alcol perdono la parola JUNMAI nel loro nome
Pressatura
La pressatura può avvenire in tre modi diversi:
- FUKURO
Il fukuro tsuri consiste nel lasciare che la parte liquida del sake coli direttamente da sacchetti di cotone appesi in appositi recipienti di vetro chiamati tobin, di fatto senza che venga esercitata alcuna pressione, sfruttando semplicemente la gravità. Questa è la tecnica di pressatura naturale, ormai quasi scomparsa.


Con questa pressatura i sake avranno una elevata delicatezza e aromaticità, ma l’inconveniente principale è che ci sarà contatto con l’aria (quindi eventuale ossidazione).
La produzione sarà piccola e costosa e inoltre si otterrà un alto kasu buai (residuo percentuale di sake kasu, fecce del sake, che rimane dopo la pressatura).
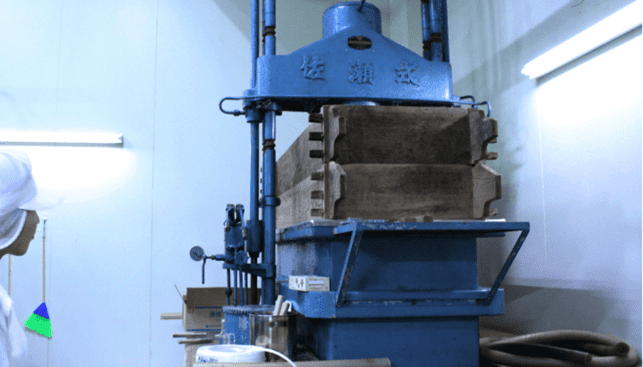
- FUNE
La fune è la pressatura col torchio, sicuramente un buon compromesso tra forza di pressatura e volume. Come cose negative oltre al contatto con l’aria (anche se meno rispetto al fukuro) ancora grande manualità e forza lavoro. Ancora non è stato possibile automatizzare questo processo.
- YABUTA
Pressatura meccanica

Tra gli aspetti positivi sicuramente il minimo contatto con l’aria, efficienza nella pressatura e kasubuai ridotto.
L’unico inconveniente è che, poiché è usato per produzioni dove serve molto volume, si fa adoperando la forza quindi si avrà anche il passaggio di sapori indesiderati.
In questo caso dopo la pressa si ottengono fogli di riso di sake kasu. Il sake kasu è molto nutriente e usato per essere mangiato, per cucinare o essere messo in salamoia, oppure è utilizzato come ingrediente per la produzione di shochu, distillato del sake. Ma il sake kasu ha un’altra possibilità di utilizzo cioè quello cosmetico, infatti, era impiegato fin dai tempi antichi dalle geishe per la loro pelle perfetta e setosa. Indipendentemente dalla tipologia di pressatura utilizzata il sakekasu ha una gradazione alcolica dell’8%.

Filtraggio
Dopo la pressatura spesso il liquido viene lasciato riposare a bassa temperatura così ulteriori sedimenti precipitano sul fondo e la parte limpida viene messa in un’altra cisterna.
Ma, per rendere più trasparente il sake, si procede a microfiltrarlo (roka). In passato si usava un estratto di cachi, oggi filtri al carbone attivo che in aggiunta vanno a rimuovere eventuali sapori indesiderati e il suo naturale colore ambrato.
Ma questa operazione resta opzionale, infatti nei casi in cui c’è la scelta di non effettuare microfiltraggio si otterranno sake dal nome MUROKA.

A questo punto si ottiene una bevanda dalla gradazione alcolica intorno ai 20% ma per renderla una bevanda a tutto pasto si aggiunge acqua pura per abbassare la percentuale di alcol fino a circa 15%, in caso contrario il sake si chiamerà genshu (cioè non diluito).

Pastorizzazione

L’ultima fase per la produzione del sake è la pastorizzazione, essenziale per sterilizzare il liquido e rendere inattivi gli enzimi. Questo processo che è fatto ad una temperatura di 60-65 °C può avvenire o facendo passare il sake in tubi immersi in acqua riscaldata oppure immergendo le bottiglie in acqua calda.
A volte si procede ad una seconda pastorizzazione.
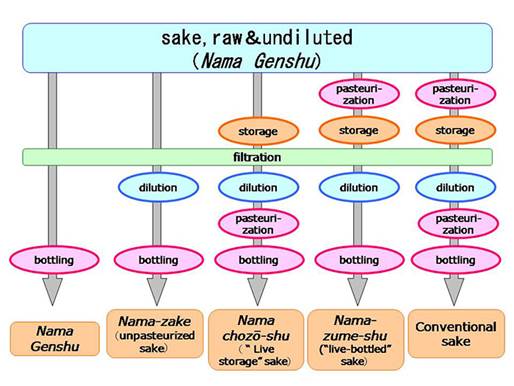
Il sake non pastorizzato prende il nome di Nama sake (生酒), sake crudo, dal sapore fresco e vibrante È un sake molto particolare e piacevole ma purtroppo, vista la sua delicatezza e scadenza a breve generalmente non è possibile berlo fuori dal Giappone.
Infine, possiamo dire che la pastorizzazione risulta essere l’unico modo per rallentare l’effetto del tempo e agisce proprio su quelle parti che sono le responsabili della ossidazione e maturazione.
Maturazione
Il sake nasce vivo, come il vino o la birra ma non avendo conservanti deve avere un processo di stabilizzazione.
Tutto il sake può invecchiare. La temperatura ne accentua la velocità per cui posso avere un sake nama e stoccarlo a temperatura negativa per dieci anni e ritrovarlo maturato ma perfettamente trasparente e vicino a come lo ho assaggiato dieci anni prima. Al contrario, posso pastorizzare un sake e poi portarlo in Italia via nave a temperatura ambiente d’estate e all’arrivo sarà più ossidato che il fratello di dieci anni nama che è stato al freddo.
Per avere un nihon-shu classico la pastorizzazione avviene due volte sia prima che dopo la maturazione. Prima per sterilizzarlo e stabilizzarne la qualità la seconda come sterilizzazione aggiuntiva.
Se la pastorizzazione avviene solo prima della maturazione il sake sarà chiamato Nama-zume (imbottigliato crudo), invece, se la pastorizzazione avviene dopo la maturazione del sake, esso sarà chiamato Nama-chozo (conservato crudo).
Il Nama sake e il Nama-chozo sono varietà caratterizzate da un sapore di sake appena fermentato, ciò è dovuto alla mancanza o parziale pastorizzazione.
Tipicamente il sake prima di essere venduto viene lasciato nelle sakagura dai sei mesi a un anno, ma la tipologia koshu (古酒 sake invecchiato) viene lasciato invecchiare tre anni prima di metterlo sul mercato. In questo periodo colore e sapore mutano a causa della reazione di Maillard che avviene tra zuccheri e amminoacidi che fa cambiare colore al sake: il koshu è tra il giallo e l’ambrato.
Infine, c’è il Taruzake (樽酒 sake in botte) la cui conservazione in botti di cedro giapponese gli conferiscono un gradevole aroma.
Imbottigliamento
Una volta terminati tutti i processi il sake può essere imbottigliato.
In genere si utilizzano bottiglie di colore scuro per proteggere la bevanda dai raggi ultravioletti che ne danneggerebbero il sapore e l’aspetto.

Naturalmente le fasi elencate sono quelle che accomunano un po’ tutti i produttori giapponesi, ma ogni sakagura avrà il proprio modo (compresi segreti) per produrre il suo esclusivo sake.
Le foto di apertura e di chiusura sono rispettivamente di Syuhei Inoue e Svetlana Gumerova su Unsplash.
Dovessi definirmi in un modo sarebbe sicuramente con il nome della famosa cantina di Barolo “L’Astemia Pentita”. Ho cominciato a bere vino poco più di dieci anni fa per una scommessa con una amica, che non finirò mai di ringraziare, ho cominciato il corso di sommelier per condividere la passione che cominciava a nascere con il mio primogenito e tra i tanti corsi ho scelto l’AIS per una precisa indicazione di Alessandra, amica del cuore. Laurea in Statistica computazionale, master di economia e finanza e più di 20 anni come manager in TIM. Doveva essere una pausa, ma questa è stata l’inizio di una nuova vita. Ad oggi Sommelier e Degustatore AIS, SAKE e Shōchū sommelier e Master of Whisky, domani… chissà!